 INICIO / NOTICIAS / Noticias de la industria / ¿Cómo puede una válvula de bola no tener fugas? Asiento, potencia y diseño explicados
INICIO / NOTICIAS / Noticias de la industria / ¿Cómo puede una válvula de bola no tener fugas? Asiento, potencia y diseño explicados 
2026-03-23
Contenido
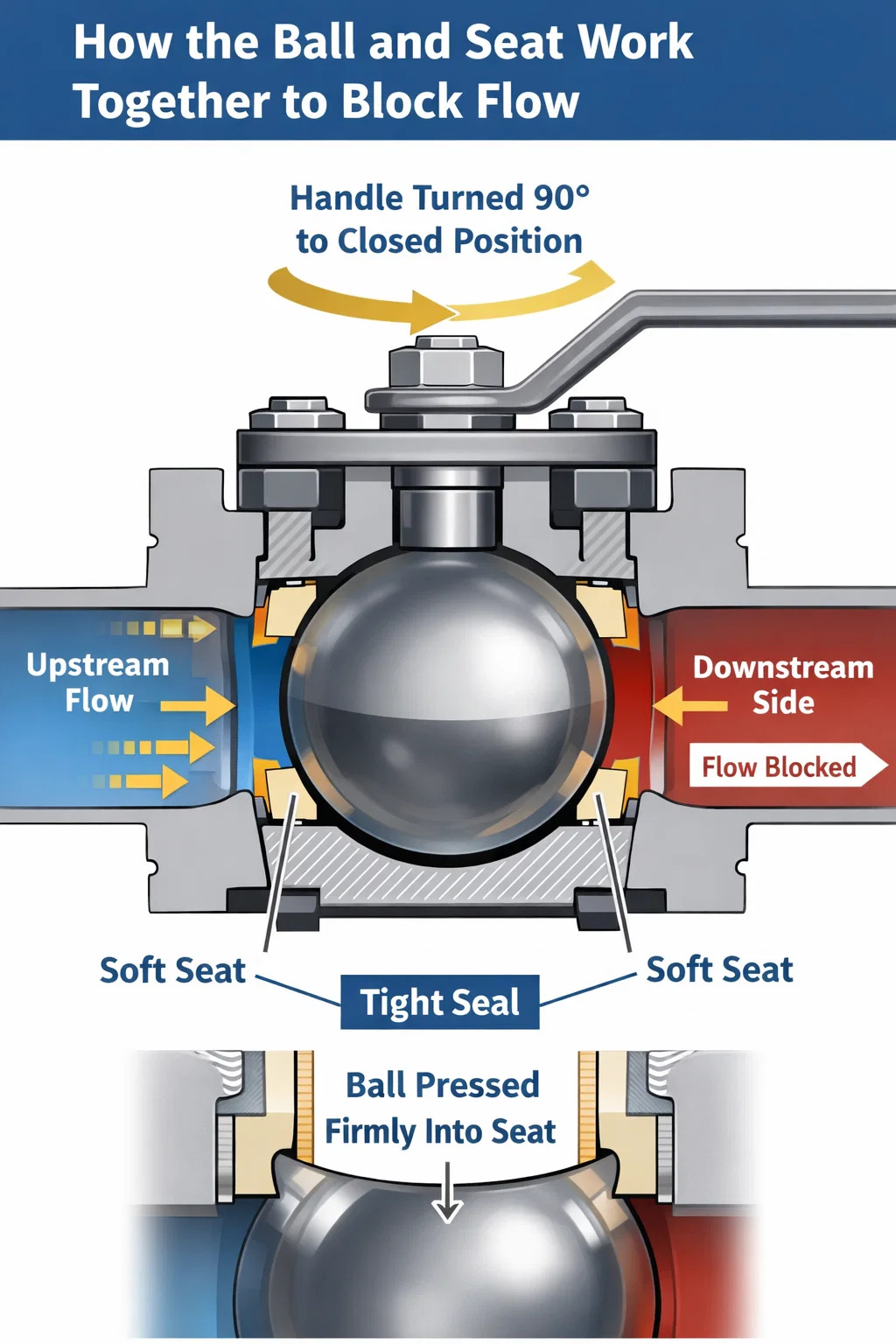
Una válvula de bola no tiene fugas porque logra un sello hermético y sin holgura entre una bola esférica maquinada con precisión y dos asientos blandos presionados contra ambos lados de esa bola. Cuando la manija se gira 90 grados hasta la posición cerrada, la porción sólida de la bola bloquea completamente la ruta del flujo, mientras que la presión de la línea aguas arriba empuja la bola con más fuerza hacia el asiento aguas abajo, un efecto autoenergizante que hace que el sello sea más hermético cuanta más presión hay. Bajo condiciones correctas de instalación y mantenimiento, una válvula de bola de alta calidad puede mantener un cierre hermético a presiones de hasta 1000 psi o más , con fugas prácticamente nulas medidas incluso con instrumentos sensibles de detección de gases.
Dicho esto, ninguna válvula dura para siempre sin atención. Las secciones siguientes explican exactamente cómo funciona el mecanismo de sellado interno, qué materiales están involucrados, en qué se diferencian. válvula de bola Los diseños manejan condiciones extremas y lo que causa que el sello eventualmente falle, para que pueda elegir la válvula correcta y mantener su funcionamiento confiable durante años.
El núcleo de cualquier válvula de bola es una esfera, generalmente hecha de acero inoxidable, latón o acero al carbono cromado, con un orificio perforado con precisión llamado puerto que atraviesa su centro. En la posición abierta, este puerto se alinea con la tubería, permitiendo que el fluido pase directamente. Al girar el vástago 90 grados, la pared sólida de la esfera se convierte en la ruta del flujo, bloqueando físicamente cualquier paso.
Rodeando la bola, tanto en el lado aguas arriba como en el lado aguas abajo, hay asientos de válvula: anillos hechos de materiales como PTFE (politetrafluoroetileno), Ojeada (polieteretercetona) o nailon reforzado. Estos asientos están mecanizados para coincidir con la curvatura de la bola dentro de tolerancias muy estrictas, normalmente ±0,001 a ±0,005 pulgadas dependiendo de la clase de presión. Los asientos se sujetan bajo una ligera precarga mecánica o de resorte, de modo que incluso antes de que se aplique la presión del sistema, la bola ya está en contacto con el material del asiento en toda su circunferencia.
Cuando la válvula se cierra y la presión de la línea aumenta aguas arriba, esa presión actúa sobre el área proyectada de la bola y la empuja firmemente contra el asiento aguas abajo. El material blando del asiento (el PTFE es, con diferencia, el más común) se adapta microscópicamente a cualquier irregularidad de la superficie de la bola, llenando los huecos que el contacto rígido de metal con metal dejaría abiertos. El resultado es lo que la industria llama un Cierre clase VI , que según los estándares ANSI/FCI 70-2 permite un máximo de solo 0,0005 ml por minuto por pulgada de diámetro del asiento a la presión diferencial nominal; para fines prácticos, cero fugas.
Hay dos diseños fundamentales que manejan el sellado por presión de manera diferente:
Ambos diseños logran el mismo resultado final (un sello sin fugas) pero a través de rutas mecánicas ligeramente diferentes. Elegir el diseño incorrecto para el rango de presión es una de las razones más comunes por las que una válvula de bola tiene fugas prematuras.
El material del asiento es la variable más importante para determinar si una válvula de bola mantiene un sello libre de fugas durante toda su vida útil. Cada material tiene una combinación distinta de compatibilidad química, rango de temperatura y cumplimiento mecánico.
| Material del asiento | Rango de temperatura | Mejor para | Limitación |
|---|---|---|---|
| PTFE virgen | -40°F a 400°F (-40°C a 204°C) | Servicios generales, agua, aceite, gases. | Flujos en frío bajo carga alta sostenida |
| PTFE relleno (vidrio/carbono) | -40°F a 450°F (-40°C a 232°C) | Medios abrasivos de alta presión | Menos químicamente universal que el PTFE virgen |
| PEEK | Hasta 500°F (260°C) | Vapor, hidrocarburos de alta temperatura. | Mayor costo, más rígido: necesita un acabado de bola preciso |
| Metal (Estelita, Inconel) | Hasta 1,500°F (815°C) | Lodos criogénicos, abrasivos y de alta temperatura | No hermético; permite microfugas según el estándar Clase IV |
| Nailon (PA) | Hasta 200°F (93°C) | Servicio de agua y aire de bajo costo. | Absorbe la humedad, pierde estabilidad dimensional. |
El PTFE domina el mercado porque ofrece una resistencia química casi universal (sólo es atacado por metales alcalinos fundidos y flúor libre) y su baja fricción permite que la bola gire sin rayar la superficie del asiento. Sin embargo, el PTFE "fluye en frío": bajo una carga de compresión sostenida, se deforma lentamente. En aplicaciones donde la válvula permanece cerrada durante meses a alta presión, esto puede eventualmente reducir la fuerza de contacto e introducir una pequeña ruta de fuga. Los asientos rellenos de PTFE o PEEK reducen significativamente este fenómeno.
Los asientos metálicos sacrifican el cierre hermético de los asientos blandos a cambio de la capacidad de soportar temperaturas extremas y partículas abrasivas. Una válvula de bola con asiento metálico que funciona a, digamos, 1200 °F en un proceso catalítico aún puede ofrecer un cierre constante y repetible durante miles de ciclos, pero no con el mismo estándar de fuga que una válvula de asiento blando a temperatura ambiente.
El sello de puerto es sólo la mitad del panorama. Una válvula de bola también debe evitar que el fluido del proceso se escape alrededor del vástago, el eje que conecta la bola con la manija o actuador externo. A esto se le llama control de emisiones fugitivas, y en industrias como la del petróleo y el gas, la petroquímica y la farmacéutica, los límites regulatorios son estrictos. El protocolo del Método 21 de la EPA, por ejemplo, requiere que las fugas en el vástago de la válvula no excedan 500 ppm de compuestos orgánicos volátiles (COV).
El sellado del vástago generalmente se logra con uno o más de los siguientes:
Las aplicaciones de alta integridad, como terminales de GNL y líneas de fábricas de semiconductores, a menudo especifican válvulas de bola con configuraciones de doble bloqueo y purga (DBB) que incluyen no solo sellos de vástago redundantes sino también válvulas de purga que permiten ventilar la cavidad entre los dos asientos y verificar que no tenga fugas antes de que el lado aguas abajo se abra al proceso.
Ningún asiento blando puede compensar una superficie rugosa de la pelota. La bola debe ser esmerilada y pulida hasta obtener un acabado superficial típicamente especificado como Ra 0,4 μm (16 μin) o mejor para servicios industriales generales y Ra 0,2 μm o mejor para aplicaciones críticas. A ese nivel de suavidad, incluso un material relativamente duro como PEEK puede formar un sello conformado con la bola.
La superficie de la bola también recibe recubrimientos protectores en servicios exigentes:
Una superficie de bola rayada o picada es la causa más común de una válvula de bola que solía sellar bien pero ahora tiene fugas en la posición cerrada. Incluso los rayones microscópicos (causados por arena, incrustaciones de tuberías, salpicaduras de soldadura o por el funcionamiento en condiciones de cavitación) crean vías de fuga que ningún asiento blando puede salvar.
Las válvulas de bola han desplazado en gran medida a las válvulas de compuerta y a las válvulas de globo en nuevas instalaciones para servicios de aislamiento, y la razón está directamente relacionada con la confiabilidad del sellado. Considere cómo funcionan los diseños de la competencia:
Los estudios que comparan tipos de válvulas en el servicio de refinería han demostrado que las válvulas de bola logran Costes de mantenimiento entre un 60 y un 80 % más bajos durante un período de 10 años en comparación con las válvulas de compuerta que realizan tareas de aislamiento equivalentes, en gran parte porque mantienen su rendimiento de cierre durante muchos más ciclos de apertura y cierre sin volver a empaquetar ni repavimentar.
Incluso una válvula de bola bien diseñada eventualmente desarrollará fugas si se aplica incorrectamente o se descuida. Los modos de falla se dividen en distintas categorías:
Los asientos de PTFE fluyen en frío, como se describe anteriormente. También se degradan cuando se exponen a medios fuera de su envoltura de compatibilidad química: el ácido sulfúrico concentrado por encima de los 150 °F, por ejemplo, ataca al PTFE. Cuando los asientos pierden su integridad dimensional, ya no mantienen contacto total con la pelota en la posición cerrada. La solución es el reemplazo del asiento, que en la mayoría de los diseños de bola flotante solo requiere quitar las conexiones de los extremos y presionar los asientos viejos, una operación que se puede reparar en el campo y que requiere menos de una hora para un técnico capacitado.
La arena, la escoria de soldadura, las incrustaciones de tuberías y otros sólidos en la corriente de flujo rayan la superficie de la bola durante la operación. Incluso un daño superficial de 5 a 10 micrones en la zona de contacto del asiento puede romper el cierre de Clase VI. Las medidas de prevención incluyen filtros aguas arriba (normalmente malla 40–80 para servicio general), garantizar que todas las secciones de tubería se limpien y laven antes de la instalación de la válvula y especificar recubrimientos de bolas endurecidos (carburo de tungsteno o cromo duro) donde se espera contaminación por partículas.
Las fugas del vástago (emisiones fugitivas) aumentan gradualmente a medida que el material de empaque se comprime y extruye con el tiempo bajo el ciclo térmico. En válvulas sin carga dinámica, simplemente reapriete la tuerca del prensaestopas un cuarto a media vuelta normalmente restaura el sello. Apretar demasiado es contraproducente: aumenta el par de operación y acelera el desgaste del vástago sin mejorar proporcionalmente el sello. En las válvulas automatizadas, el aumento del consumo de par del actuador es a menudo el primer signo medible de degradación del empaque.
Las válvulas de bola instaladas en servicio de líquidos al aire libre son vulnerables a daños por congelación si la cavidad entre la bola y los asientos retiene líquido que se expande al congelarse. La presión de la cavidad durante la formación de hielo puede exceder 40.000 psi - mucho más allá de la clasificación estructural de cualquier válvula estándar - agrietando el cuerpo o deformando los asientos. Las opciones de prevención incluyen orificios de alivio de la cavidad (perforar un pequeño orificio en la bola para que la cavidad esté siempre a presión aguas arriba), diseños de paso total que minimicen el volumen atrapado y trazado de calor donde se anticipa congelación.
Las válvulas de bola con bridas tienen una secuencia de torsión de pernos y un valor de torsión específicos especificados por el fabricante. Apretar insuficientemente los pernos de la brida deja la junta insuficientemente comprimida, lo que produce una fuga entre el cuerpo y la brida que parece una fuga interna del asiento hasta que se inspecciona de cerca. El exceso de torsión en las válvulas con cuerpo de plástico distorsiona el cuerpo, lo que desvía la bola del centro en relación con los asientos y compromete inmediatamente el cierre. Siga siempre la tabla de torsión en el manual de instalación de la válvula; los valores generalmente oscilan entre 25 pies-libras para bridas ANSI 150 de 1" hasta más de 500 pies-libras para bridas ANSI 600 de 12" .
En procesos químicos y de hidrocarburos, las regulaciones, incluidas API 607 e ISO 10497, exigen que las válvulas de bola mantengan un cierre aceptable incluso después de que un incendio haya dañado sus asientos blandos. Un asiento de PTFE estándar se derrite alrededor de 620 °F (327 °C). En caso de incendio, esto normalmente destruiría la capacidad de sellado del asiento y permitiría que el fluido del proceso escapara, alimentando aún más el fuego.
Las válvulas de bola a prueba de incendios resuelven esto con un asiento secundario de metal con metal detrás del asiento blando primario. Una vez que el asiento blando se quema, el respaldo de metal entra en contacto con la pelota, proporcionando una barrera reducida pero aún funcional. Las pruebas estándar según API 607 someten la válvula ensamblada a llama directa a 1400 °F (760 °C) durante 30 minutos y luego requieren que mantenga la fuga externa por debajo de 1,0 ml/min por pulgada de diámetro nominal de tubería a 1,1 veces la presión nominal. Cumplir con esta prueba requiere un diseño meticuloso de la carga del resorte que pone en contacto el asiento de respaldo metálico.
Las características antiestáticas (un resorte conductor o un inserto de grafito que conecta la bola, el vástago y el cuerpo) se especifican junto con los diseños a prueba de incendios. Sin ellos, el asiento de PTFE no conductor puede permitir que se acumule carga electrostática en la bola durante el flujo, que eventualmente se descarga como una chispa que enciende los vapores inflamables en la cavidad de la válvula. Los caminos antiestáticos mantienen la continuidad eléctrica debajo 10 ohmios resistencia durante toda la vida útil de la válvula según los requisitos API 608.
Las válvulas de bola están disponibles en dos configuraciones de diámetro interior:
Desde el punto de vista puro del sellado, ambas configuraciones logran un cierre de Clase VI cuando se construyen adecuadamente. La elección entre ellos está determinada por los requisitos de caída de presión, los requisitos de raspado y el costo, no por la capacidad de sellado inherente. Las válvulas de paso total cuestan aproximadamente 15 a 30% más que sus equivalentes de diámetro reducido en el mismo material y clase de presión.
No importa qué tan bien esté construida una válvula, verificar el sello es esencial antes de que el sistema entre en servicio. Los dos métodos de prueba principales son:
Para la verificación en servicio sin desmontaje, los detectores de fugas ultrasónicos pueden identificar la firma de sonido turbulento de un asiento de válvula con fugas a través de la pared del cuerpo de la válvula. Esta técnica no invasiva puede detectar fugas tan pequeñas como 0,5 SCFH (pies cúbicos estándar por hora) en el servicio de gas sin necesidad de detener el proceso, una ventaja significativa para las instalaciones de producción continua.
No se deben utilizar válvulas de bola para estrangular. Operar una válvula de bola en una posición parcialmente abierta expone el asiento a un flujo de alta velocidad a través de la superficie de sellado, causando daños erosivos en un corto período. Si deja una válvula de bola parcialmente abierta durante períodos prolongados, la zona de sellado de la bola se erosionará y la válvula perderá su capacidad de cerrarse limpiamente. Para el servicio de estrangulación, utilice una válvula de globo, una válvula de aguja o una válvula de mariposa con un diseño de interno adecuado.
En condiciones de servicio limpio con medios compatibles, los asientos de PTFE generalmente mantienen un cierre de Clase VI durante 50.000 a 100.000 ciclos completos de apertura y cierre . En términos de calendario, una válvula que realiza ciclos diez veces al día en servicio limpio tendría una vida útil del asiento de 14 a 27 años antes de necesitar ser reempaquetada. Los medios abrasivos o químicamente agresivos, las altas tasas de ciclo o el funcionamiento por encima del límite de temperatura del asiento reducen significativamente la vida útil.
Para válvulas roscadas o para soldar en tamaños pequeños (½" a 2"), el reemplazo casi siempre es más económico que la reparación; el costo de una válvula nueva suele ser menor que el costo de mano de obra para el desmontaje, la obtención de asientos y el reensamblaje. Para válvulas de bola con bridas más grandes (4" y superiores) o de construcción de aleación especial (Hastelloy, titanio, Duplex SS), la reparación mediante kits de asiento y sello es una práctica estándar porque la bola y el cuerpo representan la mayor parte del valor de la válvula y rara vez se dañan de forma aislada.
En los diseños de bola flotante, sí: la dirección del sellado importa. La presión aguas arriba empuja la bola contra el asiento aguas abajo, creando el sello primario. En algunos diseños, invertir la dirección del flujo en una válvula cargada de un solo asiento puede reducir la fuerza de asiento y permitir fugas menores. La mayoría de las válvulas de bola flotante modernas están diseñadas para sellado bidireccional, con asientos en ambos lados y carga de resorte adecuada, pero siempre se deben confirmar las especificaciones del fabricante. Las válvulas montadas en muñón son inherentemente bidireccionales porque la fuerza de asiento se genera independientemente de la dirección del flujo mediante asientos cargados por resorte.
Estas clasificaciones según ANSI/FCI 70-2 definen la tasa de fuga máxima permitida a la presión nominal. La Clase IV (válvulas con asiento metálico) permite hasta el 0,01% de la capacidad de flujo Cv nominal de la válvula. La Clase V ajusta esto a 0,0005 ml por minuto por pulgada de diámetro del asiento por psi de presión diferencial. La Clase VI, el estándar para válvulas de bola de asiento blando, especifica un máximo fijo en ml por minuto basado únicamente en el tamaño de la válvula y es la clasificación más estricta y utilizada. Una válvula Clase VI de 4", por ejemplo, está limitada a 1,0 ml/min de fuga en condiciones de prueba.
Productos recomendados
Derechos de autor © YANCHENG YANYE HYDRAULIC PARTS CO., LTD. Todos los derechos reservados
![]()



 English
English  русский
русский  Español
Español 

")


 KHP-10 KHP-16 KHP-20 KHP-25 KHP-32")






