 INICIO / NOTICIAS / Noticias de la industria / ¿Cómo se debe instalar una válvula de bola? Guía paso a paso
INICIO / NOTICIAS / Noticias de la industria / ¿Cómo se debe instalar una válvula de bola? Guía paso a paso 
2026-03-30
Contenido
Se debe instalar una válvula de bola con la manija o el actuador en una posición accesible, la dirección del flujo alineada con el diseño de la válvula (bidireccional para la mayoría de las válvulas de bola estándar), se deben aplicar selladores o juntas de rosca adecuados y todas las conexiones se deben apretar según los valores especificados por el fabricante. Después de la instalación, se debe probar la presión de la válvula antes de volver a poner el sistema en servicio.
Ese es el núcleo de esto. Pero seguir esos pasos correctamente, especialmente en condiciones del mundo real que involucran materiales de tubería mezclados, espacios reducidos, sistemas de alta presión o medios corrosivos, requiere una comprensión más detallada de cada etapa. Las secciones siguientes cubren todos los aspectos de la instalación de válvulas de bola, desde la inspección previa a la instalación hasta las pruebas posteriores a la instalación, incluidos los errores comunes que provocan fugas, desgaste prematuro o fallas de la válvula.
Antes de tocar una llave, debe comprender la válvula de bola específica que está instalando. Las válvulas de bola vienen en varios estilos de cuerpo, tipos de conexiones finales y materiales de asiento distintos, y el procedimiento de instalación difiere según el tipo que tenga.
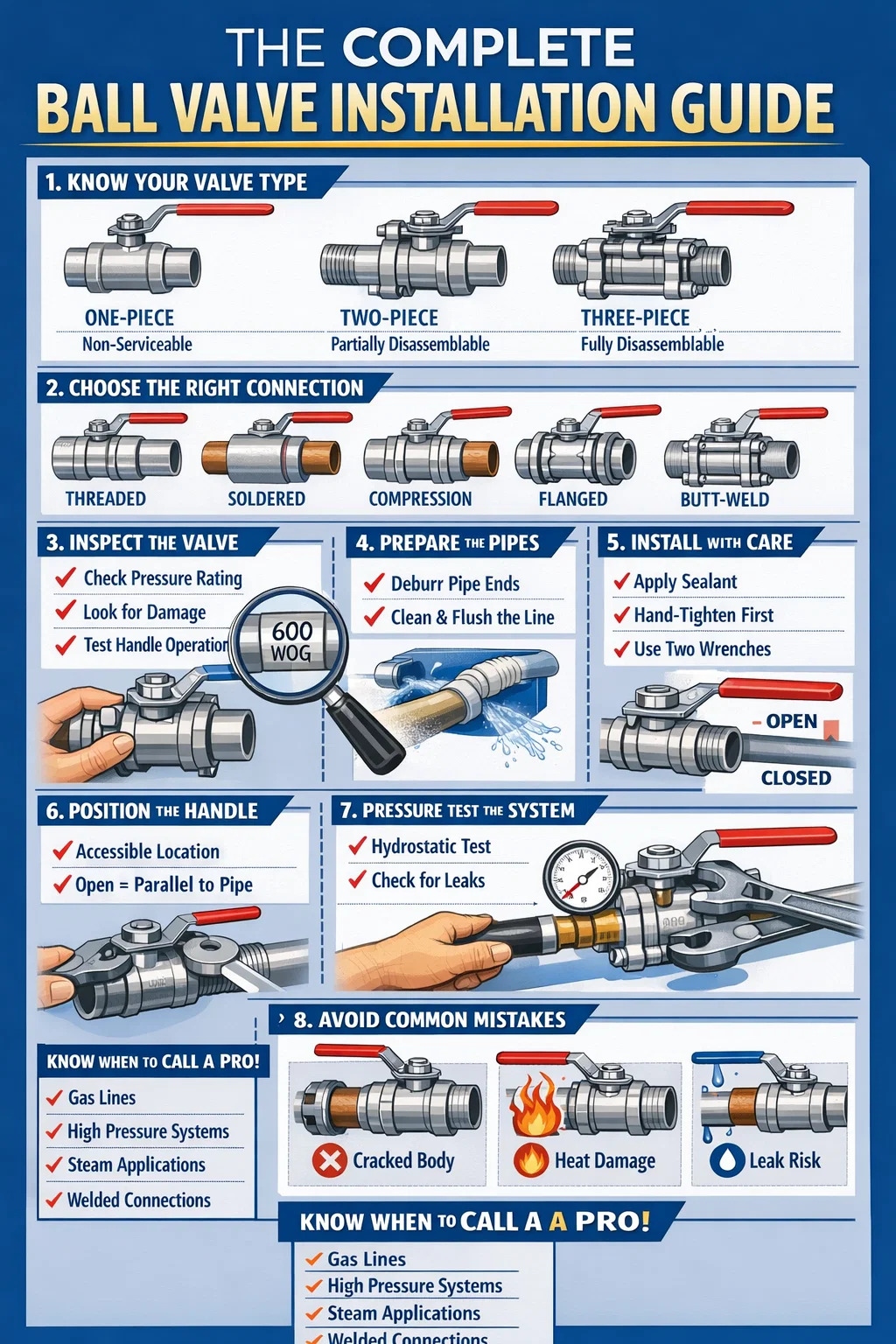
Los tres estilos de carrocería más comunes son las válvulas de bola de una, dos y tres piezas. un válvula de bola de una pieza Es una unidad compacta que no se puede reparar: una vez que falla internamente, se reemplaza toda la válvula. La instalación es sencilla, pero no hay forma de desmontarla en el campo. un válvula de dos piezas Se puede desmontar parcialmente y es el tipo más utilizado en plomería residencial y comercial ligera. un válvula de bola de tres piezas permite un desmontaje completo en línea sin retirar el cuerpo de la válvula de la tubería, algo fundamental para sistemas industriales donde el tiempo de inactividad es costoso.
Elegir el estilo de cuerpo incorrecto para la aplicación es en sí mismo un error de instalación. La instalación de una válvula de una pieza que no se puede reparar en un sistema que requiere mantenimiento periódico genera mano de obra innecesaria en el futuro.
Las válvulas de bola están disponibles con extremos roscados (NPT o BSP), soldados (de sudor), de compresión, de ajuste a presión, bridados y soldados a tope. Cada uno requiere un método de instalación completamente diferente:
Los asientos de PTFE estándar soportan temperaturas de hasta aproximadamente 200 °C (392 °F) y son adecuados para la mayoría de aplicaciones de agua, gas y productos químicos suaves. Para temperaturas más altas o medios agresivos, se requieren asientos de PTFE, PEEK o metal reforzados. Instalar una válvula con asiento de PTFE estándar en una línea de vapor o en un sistema de aceite de alta temperatura es un error común y costoso: los asientos se deforman, la válvula tiene fugas y falla mucho antes de su vida útil nominal.
Un porcentaje significativo de fallas en las válvulas de bola se remonta a problemas que existían (o se introdujeron) antes de que la válvula entrara en servicio. La inspección previa a la instalación dura diez minutos y puede evitar una prueba fallida del sistema o una falla temprana en el campo.
Los extremos de la tubería que se conectan a la válvula de bola deben estar limpios, cortados a escuadra y preparados adecuadamente para el tipo de conexión. Las rebabas en los extremos cortados de las tuberías son una causa común de daño al asiento: cuando se opera la válvula por primera vez, las rebabas rayan la superficie de la bola y destruyen el sello. Retire las rebabas de todos los extremos de las tuberías cortadas y elimine cualquier sarro suelto, salpicaduras de soldadura o residuos de la línea antes de instalar la válvula.
Para conexiones roscadas, inspeccione las roscas de la tubería con un calibre de roscas, si está disponible, o verifique visualmente si hay roscas dañadas, cruzadas o incompletas. Una rosca de tubería que no encaja correctamente nunca sellará de manera confiable, independientemente de la cantidad de sellador que se aplique.
Las válvulas de bola roscadas son el tipo más comúnmente instalado en entornos residenciales, comerciales y de industria ligera. La siguiente secuencia se aplica a las conexiones estándar NPT (National Pipe Thread).
| Tamaño de la válvula | Materiales | Aprox. Par de apriete (pies-libras) | Se vuelve de mano-apretada |
|---|---|---|---|
| ½" | Latón | 35–45 | 1,5–2 |
| ¾" | Latón | 45–55 | 1,5–2 |
| 1" | Latón | 55–70 | 1,5–2 |
| 1½" | Acero inoxidable | 70–90 | 1,5–2 |
| 2" | Acero inoxidable | 90–120 | 1,5–2 |
Soldar una válvula de bola en una línea de cobre es una tarea de plomería estándar, pero el calor requerido para realizar una unión de soldadura adecuada también es capaz de destruir los sellos internos de la válvula si el proceso no se maneja correctamente. Los asientos de PTFE comienzan a deformarse alrededor de los 260 °C (500 °F), y un soplete de plomería puede superar fácilmente esa temperatura en el cuerpo de la válvula si el calor se aplica sin cuidado.
Algunos instaladores envuelven el cuerpo de la válvula con un trapo húmedo durante la soldadura para que actúe como disipador de calor. Esta es una técnica legítima, especialmente para espacios reducidos donde el calor no se puede dirigir con la precisión necesaria. Reemplace el trapo húmedo mientras se seca; un trapo seco no brinda protección y se convierte en un peligro de incendio.
La mayoría de las válvulas de bola de puerto completo estándar son bidireccionales: el flujo puede ingresar desde cualquier extremo. Sin embargo, la orientación sigue siendo importante por varias razones prácticas y de seguridad.
La manija debe estar en una posición que permita operarla rápidamente y sin ambigüedades, particularmente en el caso de válvulas de cierre de emergencia. Un mango que requiere un alcance retorcido, o que opera en una dirección que podría confundirse con el equipo adyacente, es un peligro para la seguridad. La mejor práctica de la industria es orientar la manija de modo que la posición abierta sea paralela a la tubería (dirección del flujo) y la posición cerrada sea perpendicular a ella; esta es la convención universal para las válvulas de bola.
Las válvulas de bola se pueden instalar en cualquier orientación: horizontal, vertical (flujo hacia arriba o hacia abajo) o en cualquier ángulo. A diferencia de las válvulas de compuerta o de retención, no existe un mecanismo de asiento dependiente de la gravedad que requiera una actitud específica. Sin embargo, en líneas verticales que transportan lodos, partículas o fluidos viscosos, los desechos pueden depositarse en la bola cuando la válvula está en la posición abierta, lo que provoca rayaduras en el asiento cuando la válvula se cierra posteriormente. En estas aplicaciones, se recomienda especificar una válvula con un puerto de drenaje o una conexión de purga.
Las válvulas de bola unidireccionales, incluidas las válvulas de puerto en V, las válvulas con funciones de retención integrales y la mayoría de las válvulas montadas en muñón para servicios severos, tienen una flecha de dirección de flujo claramente marcada en el cuerpo. Instalarlos al revés crea un mal funcionamiento inmediato o una situación peligrosa en la que el cuerpo de la válvula se presuriza de una manera para la que no fue diseñado. Siempre revise el cuerpo de la válvula para ver las marcas de dirección del flujo antes de la instalación.
Además, algunas válvulas de bola tienen una cavidad en el cuerpo que puede atrapar fluido cuando la válvula está cerrada. En los sistemas presurizados, este fluido atrapado puede crear una acumulación de presión que excede la clasificación del cuerpo, lo que se conoce como sobrepresión de la cavidad corporal. Las válvulas utilizadas en tales aplicaciones deben tener un diseño de asiento de alivio de presión y la orientación de la instalación debe considerar qué lado será el lado aguas arriba (de mayor presión).
Los pasos generales de instalación se aplican a todos los tipos de sistemas, pero cada aplicación tiene requisitos que deben abordarse específicamente.
Las válvulas de bola son la válvula de cierre preferida para instalaciones de gas natural y GLP porque proporcionan una ruta de flujo de baja resistencia y paso total y son extremadamente confiables en el servicio de apertura y cierre. Para servicio de gas:
En los sistemas de calefacción hidrónicos (agua caliente), las válvulas de bola sirven como válvulas de aislamiento de zona, válvulas de servicio de calderas y ayudas de equilibrio. Las temperaturas de funcionamiento en estos sistemas (generalmente de 60 a 90 °C (140 a 194 °F) para sistemas estándar y hasta 120 °C (248 °F) para sistemas de alta temperatura) están dentro de la clasificación de las válvulas de bola con asiento de PTFE estándar, pero la combinación de temperatura elevada y productos químicos para el tratamiento del agua (inhibidores, biocidas) puede acelerar la degradación del asiento con el tiempo.
Instale válvulas de drenaje/servicio en puntos bajos para permitir el aislamiento y drenaje del sistema sin alterar todo el circuito. Al instalar válvulas de bola en conexiones flexibles a bombas o intercambiadores de calor, utilice válvulas de bola con extremos de unión para que el componente pueda retirarse sin drenar todo el sistema.
La compatibilidad química es la principal preocupación de instalación en aplicaciones de proceso. El material del cuerpo de la válvula de bola, el material del asiento, la empaquetadura del vástago y el material del mango deben ser compatibles con el medio del proceso. Un solo material incompatible en el conjunto de la válvula puede causar fallas. — por ejemplo, una válvula con cuerpo de acero inoxidable con asientos de PTFE estándar puede ser químicamente aceptable, pero si la manija es de acero galvanizado y el área de proceso está expuesta al cloro, la manija se corroerá rápidamente.
En líneas de proceso donde la posición de la válvula debe ser verificable de forma remota, instale un indicador de posición o un interruptor de límite en el momento de la instalación inicial de la válvula. La adaptación de estos dispositivos a válvulas instaladas en áreas de proceso estrechas es significativamente más difícil y costosa.
En los sistemas de riego, las válvulas de bola se utilizan como cierre de zona y aislamiento de la línea principal. La principal preocupación de instalación aquí es la exposición a los rayos UV y la protección contra el congelamiento. Las válvulas de bola con cuerpo de PVC no deben exponerse a la luz solar directa sin una cubierta protectora contra los rayos UV; la degradación del PVC por los rayos UV puede reducir a la mitad la vida útil esperada. En climas donde se producen heladas, se deben instalar válvulas de bola con capacidad de drenaje o aislamiento. Una válvula de bola que se deja llena de agua en una línea congelada fallará: la expansión del hielo excede la resistencia del cuerpo de la mayoría de los materiales de las válvulas.
Cuando se instala una válvula de bola con un actuador eléctrico, neumático o hidráulico, la instalación implica pasos adicionales más allá de la conexión de la válvula a la tubería.
La mayoría de las válvulas de bola accionadas utilizan una almohadilla de montaje estándar ISO 5211, que proporciona una interfaz común entre los vástagos de las válvulas y los actuadores de diferentes fabricantes. Antes de montar el actuador, verifique que el accionamiento del vástago (cuadrado, doble D o redondo con chavetero) coincida con el acoplamiento del accionamiento del actuador. Una discordancia que inicialmente parece encajar se deshilachará al aplicar torsión.
Configure los topes de final de carrera del actuador antes de conectarlo a la tubería. El recorrido excesivo en cualquier dirección puede dañar los asientos de las válvulas; la mayoría de las válvulas de bola no toleran más de 1 a 2 grados de sobregiro más allá de la posición completamente abierta o completamente cerrada.
Los actuadores neumáticos con retorno por resorte y los actuadores eléctricos a prueba de fallas se mueven a una posición predeterminada ante una pérdida de energía o suministro de aire. La posición de seguridad debe determinarse antes de la instalación. , no después: afecta la selección del actuador, la orientación del resorte y el cableado. Una válvula que no se abre en una línea de suministro de combustible o que no se cierra en una línea de agua de refrigeración puede tener graves consecuencias. Documente la posición a prueba de fallos en el registro de instalación.
Los actuadores eléctricos requieren una instalación adecuada de conductos o entradas de cables para mantener la clasificación de protección de ingreso del actuador. Un actuador con clasificación IP67 cableado con una entrada de cable no sellada no proporciona mejor protección que uno sin clasificación. Utilice los prensaestopas correctos, aplique sellador de roscas adecuado a las conexiones de los conductos y verifique que el voltaje del suministro eléctrico coincida con la clasificación de la placa de identificación del actuador antes de energizarlo.
Ninguna instalación de válvula de bola estará completa hasta que se haya probado. El tipo de prueba depende de la aplicación, pero el principio es el mismo: verificar que las conexiones estén libres de fugas y que la válvula funcione correctamente en condiciones representativas de servicio.
La prueba hidrostática utiliza agua (un fluido incompresible) para presurizar el sistema por encima de su presión de funcionamiento normal. La presión de prueba estándar para la mayoría de los sistemas es 1,5 veces la presión operativa máxima permitida (MAOP) , mantenido durante un mínimo de 30 minutos. Durante este período, inspeccione todas las conexiones, incluido el prensaestopas en el vástago de la válvula, para detectar fugas o goteos. Una pequeña cantidad de humedad que se seca sin retorno no es necesariamente una fuga; una gota que son las reformas.
Pruebe la capacidad de cierre de la válvula cerrándola durante la prueba presurizada y verificando que no haya flujo más allá de la bola cerrada. Esto prueba tanto los asientos como la superficie de sellado de la bola.
Los sistemas de gas generalmente se prueban con nitrógeno (no con aire, que contiene humedad y oxígeno) o con el gas de servicio real a baja presión antes de la puesta en servicio completa del sistema. Aplique el medio de prueba, aísle el sistema y controle la presión durante un período definido; muchos códigos de gas requieren una retención de 10 minutos a 1,5 × MAOP sin una caída de presión mensurable. Aplique solución de detección de fugas a todas las juntas, incluidas las juntas de conexión entre el cuerpo y el extremo de la válvula, el área de empaquetadura del vástago y la ventilación de la cavidad del cuerpo, si está presente.
Después de la prueba de presión, realice un ciclo de la válvula de bola en todo su rango de movimiento (de apertura a cierre y de regreso a apertura) al menos tres veces mientras el sistema esté bajo presión. Esto confirma que la válvula funciona sin resistencia excesiva, que la manija regresa a las posiciones correctas con topes táctiles claros y que no se desarrollan fugas en el empaque del vástago durante la operación. Las fugas que aparecen sólo durante el funcionamiento de la válvula, no durante el mantenimiento de la presión estática, indican problemas con la empaquetadura o el sello del vástago.
La siguiente tabla resume los errores de instalación observados con más frecuencia, sus consecuencias y la acción correctiva.
| Error de instalación | Consecuencia probable | Prevención |
|---|---|---|
| Apretar demasiado las conexiones roscadas | Cuerpo de válvula agrietado, asientos dañados | Utilice una llave dinamométrica; seguir las especificaciones del fabricante |
| Aplicar calor directamente al cuerpo de la válvula durante la soldadura | Asientos de PTFE deformados, fuga inmediata | Calienta la tubería, no el cuerpo; use un trapo húmedo como disipador de calor |
| Instalación en posición cerrada durante la soldadura | Daños en el asiento por calor conductivo | Siempre abra la válvula completamente antes de soldar. |
| No desbarbar los extremos de los tubos cortados | Rayado en la superficie de la bola, fuga en el asiento | Retire las rebabas de todos los extremos de las tuberías antes de instalar la válvula. |
| Saltarse la prueba de presión | Fugas no detectadas descubiertas durante la operación | Pruebe siempre antes de devolver el sistema al servicio. |
| Tipo de válvula incorrecto para el medio de servicio | Fallo prematuro del asiento, contaminación, peligro para la seguridad | Verifique la compatibilidad química y de temperatura antes de realizar el pedido. |
| Manija inaccesible después de la instalación | Incapacidad para operar la válvula en caso de emergencia. | Planifique la orientación del mango antes del ajuste final |
| Uso de cinta de PTFE en líneas de gas donde el código requiere droga | Violación del código, posible fuga de gas | Verifique el código de gas local antes de la instalación. |
Una válvula de bola que se instala correctamente el primer día aún puede convertirse en un problema de mantenimiento si la instalación no contempla el acceso de servicio futuro. Esto es particularmente relevante en ubicaciones ocultas (detrás de paredes, encima de techos o debajo de pisos) y en entornos de plantas de proceso donde los equipos están empaquetados de manera compacta.
Cualquier válvula de bola instalada en un lugar oculto debe contar con un panel de acceso que permita operar e inspeccionar la válvula sin acceso destructivo. El panel de acceso debe ser lo suficientemente grande para acomodar herramientas, no solo una mano, ya que una válvula que se ha atascado debido a años de inactividad puede requerir una fuerza significativa para operar, y esa fuerza no se puede aplicar de manera segura a través de una abertura restringida.
Para válvulas de bola en entornos de plantas de proceso, mantenga un espacio libre mínimo de 150 mm (6 pulgadas) alrededor de la manija o el actuador en todos los lados. Esto permite que un técnico aplique una extensión de llave si es necesario y proporciona espacio para un detector de fugas portátil o una cámara termográfica durante la inspección.
Cada válvula de bola instalada debe recibir una etiqueta o etiqueta que indique su número de etiqueta, el sistema al que sirve, su posición de funcionamiento normal (normalmente abierta o normalmente cerrada) y la fecha de instalación. Esta no es una burocracia opcional: es un requisito de seguridad y mantenimiento. Una instalación con cientos de válvulas sin etiquetar es una instalación donde ocurren errores de aislamiento. Los errores de aislamiento provocan alteraciones en el proceso, lesiones y muertes.
Cree o actualice el registro de válvulas del sistema en el momento de la instalación. El registro debe registrar el número de etiqueta de la válvula, el fabricante, el modelo, el tamaño, la presión y la temperatura nominal, el material del asiento y del cuerpo, la fecha de instalación y la ubicación. Esta información es necesaria para la planificación futura del mantenimiento y para cualquier modificación futura del sistema.
Las válvulas de bola que permanecen en una posición durante períodos prolongados (particularmente en sistemas de agua con alto contenido de minerales) pueden desarrollar fricción donde la bola se adhiere efectivamente a los asientos. Una válvula que no ha sido operada en dos o tres años puede requerir un torque significativamente mayor para moverse que una válvula nueva. Programe un ejercicio de rutina de todas las válvulas de bola que no funcionan durante el funcionamiento normal del sistema, como mínimo una vez al año o trimestralmente para válvulas de aislamiento críticas. Durante cada ejercicio, verifique si hay fugas en la empaquetadura del vástago y verifique que la válvula alcance las posiciones completamente abierta y completamente cerrada sin resistencia anormal.
Muchas instalaciones de válvulas de bola son sencillas y pueden ser realizadas por un técnico de mantenimiento competente o por un propietario de vivienda con experiencia en bricolaje. Sin embargo, ciertas instalaciones requieren un profesional autorizado y reconocer esos límites es en sí mismo parte de una práctica de instalación correcta.
Para la plomería residencial estándar (reemplazar un cierre debajo de un fregadero, agregar una válvula de aislamiento a un calentador de agua o instalar una válvula de bola para manguera de jardín), un propietario seguro con las herramientas adecuadas puede hacer el trabajo correctamente siguiendo los pasos de esta guía. La clave es hacer coincidir la tarea con la competencia real del instalador y el nivel de riesgo real del sistema.
Productos recomendados
Derechos de autor © YANCHENG YANYE HYDRAULIC PARTS CO., LTD. Todos los derechos reservados
![]()



 English
English  русский
русский  Español
Español 
")
")






 THAG1")

")
